Контент
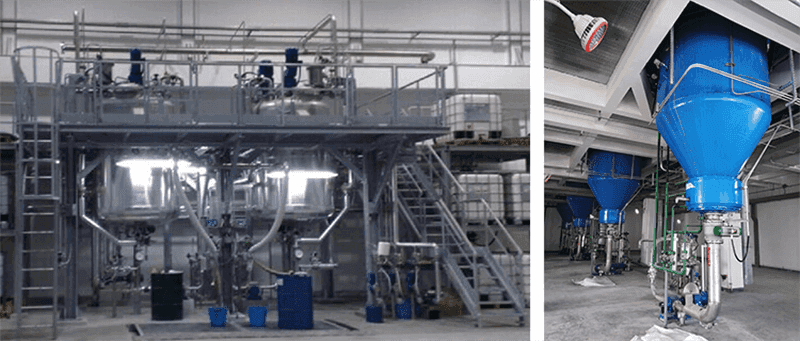
Линии одноэтапной пропитки имеют решающее значение в производстве электронных компонентов — они наносят защитные покрытия (например, эпоксидную смолу, силикон) на такие компоненты, как трансформаторы, катушки индуктивности и конденсаторы, для улучшения изоляции, влагостойкости и долговечности. Производственная мощность этих линий напрямую влияет на эффективность производства: слишком низкая — это приводит к возникновению узких мест; слишком высок, и это приводит к напрасной трате энергии и простою ресурсов. Определение правильной мощности требует согласования с типами компонентов, требованиями к обработке и рыночным спросом. Давайте разберем ключевые факторы, определяющие оптимальную производственную мощность линий одностадийной пропитки при обработке электронных компонентов.
Различные электронные компоненты различаются по размеру, количеству и сложности обработки — эти различия напрямую определяют минимальную и максимальную производительность, которую должна иметь линия одноэтапной пропитки.
Во-первых, небольшие пассивные компоненты (например, микросхемные катушки индуктивности, керамические конденсаторы) требуют большой емкости. Эти компоненты производятся партиями от тысяч до миллионов ежедневно, поэтому линия пропитки должна обеспечивать непрерывную высокопроизводительную обработку. Типичная линия для мелких компонентов должна иметь производительность 5 000–20 000 единиц в час. Это достигается за счет автоматизированных систем загрузки/разгрузки (например, ленточных конвейеров или роботизированных манипуляторов), которые быстро перемещают компоненты через этапы пропитки (предварительный нагрев, погружение, отверждение). Например, линия по обработке чип-индукторов размера 0603 (крошечных и легких компонентов) может достигать 15 000 единиц в час при оптимизированной скорости конвейера и интервале между партиями.
Во-вторых, компоненты среднего размера (например, силовые индукторы, небольшие трансформаторы) нуждаются в сбалансированной мощности. Эти компоненты крупнее чипов, но по-прежнему производятся умеренными партиями (от сотен до тысяч в день). Производительность линии должна составлять 500–3000 единиц в час. В отличие от небольших компонентов, для их удержания во время пропитки могут потребоваться специальные приспособления (чтобы обеспечить равномерное покрытие), поэтому на линии должны быть установлены эти приспособления без снижения производительности. Для силового индуктора среднего размера (высотой 5–10 мм) производительность 1200 единиц в час обеспечивает баланс между эффективностью и качеством покрытия: достаточно быстро для достижения ежедневных производственных задач и достаточно медленно, чтобы избежать неравномерного отверждения.
В-третьих, крупные компоненты (например, высоковольтные трансформаторы, промышленные конденсаторы) требуют небольших объемов и высокой точности. Эти компоненты производятся небольшими партиями (от десятков до сотен в день) и требуют более длительного времени обработки (например, более медленного погружения для обеспечения проникновения покрытия в обмотки). Производительность линии должна составлять 50–200 единиц в час. Крупные компоненты часто требуют ручной помощи при загрузке (из-за веса или хрупкости), поэтому при проектировании линии точность ставится выше скорости. Для высоковольтного трансформатора (диаметром 20–50 мм) производительность 80 единиц в час позволяет осуществлять тщательный предварительный прогрев (для удаления влаги) и медленное отверждение (для предотвращения трещин покрытия), обеспечивая надежность компонентов.
Одноэтапная пропитка включает в себя несколько этапов — предварительный нагрев, нанесение покрытия, дренаж и отверждение — и каждый параметр (время, температура, скорость) влияет на то, сколько компонентов линия может обрабатывать в час.
Во-первых, время отверждения (самый длительный этап) определяет базовую производительность. Стадия отверждения (когда покрытие затвердевает) обычно занимает 10–60 минут, в зависимости от типа покрытия (эпоксидная смола затвердевает быстрее, чем силикон) и размера компонента (большие компоненты требуют более длительного отверждения). Линия, использующая быстроотверждаемую эпоксидную смолу (время отверждения 15 минут) для небольших компонентов, может обеспечить более высокую производительность (например, 12 000 единиц в час), чем линия, использующая силикон медленного отверждения (время отверждения 45 минут) для крупных компонентов (например, 60 единиц в час). Для оптимизации производительности на линиях часто используются многозонные печи для отверждения — компоненты перемещаются через последовательные температурные зоны, что сокращает общее время отверждения без ущерба для качества.
Во-вторых, способ нанесения покрытия влияет на производительность. Окунание (погружение компонентов в покрытие) происходит быстрее, чем нанесение покрытия распылением для компонентов малого и среднего размера, поэтому линии, использующие погружение, могут обрабатывать на 20–30% больше единиц продукции в час. Например, производительность линии обработки чип-конденсаторов погружной линии может достигать 18 000 единиц в час, тогда как производительность линии распыления тех же компонентов может достигать только 14 000 единиц в час (из-за необходимости точного нацеливания распыления). Однако нанесение покрытия распылением необходимо для крупных компонентов сложной формы (чтобы избежать скопления покрытия), поэтому на линиях по производству этих компонентов точность важнее скорости, при этом производительность корректируется соответствующим образом.
В-третьих, время предварительного нагрева и слива увеличивает общее время обработки. Предварительный нагрев (для удаления влаги из компонентов) занимает 5–15 минут, а слив (для удаления излишков покрытия) – 2–5 минут. Эти этапы не подлежат обсуждению для качества покрытия, поэтому линия должна учитывать их при расчете производительности. Например, линия с 10-минутным предварительным нагревом, 2-минутным погружением, 3-минутным сливом и 20-минутным отверждением имеет общее время цикла 35 минут на партию. Если каждая партия содержит 700 индукторов среднего размера, часовая производительность составит 1200 единиц (700 единиц ÷ 35 минут × 60 минут).
Производительность линии пропитки должна соответствовать общим производственным целям производителя и рыночному спросу, чтобы избежать избыточных или недостаточных мощностей.
Во-первых, ежедневные/еженедельные производственные цели устанавливают минимальную мощность. Если производителю необходимо производить 100 000 малых конденсаторов в день (8-часовая смена), линия пропитки должна иметь минимальную производительность 12 500 единиц в час (100 000 ÷ 8). Чтобы учесть время простоя (например, техническое обслуживание, замену материалов), линия должна иметь запас мощности 10–20 %, поэтому целевой показатель в 14 000–15 000 единиц в час гарантирует достижение целевых показателей даже при периодических задержках.
Во-вторых, сезонные колебания спроса требуют гибкой мощности. Спрос на электронные компоненты часто достигает пика перед праздниками (например, для бытовой электроники) или промышленными проектами, поэтому линия должна иметь возможность масштабировать мощность на 20–30% в периоды пиковой нагрузки. Этого можно достичь с помощью модульной конструкции: добавляя дополнительные конвейерные линии или печи для отверждения во время пиков, а затем удаляя их во время затишья. Например, линия с базовой производительностью 8 000 единиц в час может добавить второй конвейер, чтобы достичь производительности 16 000 единиц в час во время спроса на смартфоны в праздничные дни.
В-третьих, будущие планы расширения оправдывают масштабируемость мощностей. Если производитель планирует через 2–3 года выйти на новые линейки компонентов (например, от небольших микросхем до трансформаторов среднего размера), линия одностадийной пропитки должна быть рассчитана на возможность увеличения мощности. Это означает использование регулируемой скорости конвейера, модульных зон отверждения и совместимых приспособлений, которые позже смогут обрабатывать более крупные компоненты. Линия, изначально рассчитанная на производительность 10 000 мелких единиц в час, может быть модернизирована до 2 000 средних единиц в час с минимальными модификациями, что позволяет избежать затрат на новую линию.
Приоритет качества покрытия (во избежание дефектов) означает баланс между производительностью и тщательной обработкой: сокращение производительности для ускорения производства часто приводит к дорогостоящим доработкам.
Во-первых, стандарты однородности изоляции и покрытия ограничивают максимальную производительность. Электронные компоненты (особенно те, которые используются в автомобильной или аэрокосмической промышленности) требуют строгого сопротивления изоляции (≥100 МОм) и толщины покрытия (50–150 мкм). Если линия движется слишком быстро, компоненты могут не быть полностью погружены в покрытие (что приведет к образованию тонких пятен) или отверждение может произойти неравномерно (что приведет к нарушению изоляции). Например, линия обработки автомобильных конденсаторов (высокие требования к изоляции) должна ограничивать производительность на уровне 12 000 единиц в час — медленнее, чем 18 000 единиц в час, возможных для компонентов потребительского класса, — чтобы гарантировать соответствие каждой единицы стандартам.
Во-вторых, пороговые значения частоты дефектов требуют наличия буферов емкости. Типичный допустимый уровень дефектности пропитанных компонентов составляет 0,1–0,5%. Если линия работает с максимальной производительностью, уровень дефектов часто возрастает (из-за ускоренной обработки), поэтому производители стремятся поддерживать 80–90% максимальной производительности, чтобы поддерживать низкий уровень дефектов. Для линии с максимальной производительностью 20 000 единиц в час работа со скоростью 16 000 единиц в час снижает количество дефектов с 0,8% (при максимальной производительности) до 0,3%, избегая переделок и отходов материала.
В-третьих, потребности в переработке и переработке влияют на чистую мощность. Даже при наличии контроля качества некоторые компоненты потребуют повторной пропитки (например, из-за пузырьков покрытия). Линия должна иметь 5–10 % дополнительных мощностей для выполнения доработок без нарушения обычного производства. Например, линия с обычной производительностью 1000 средних трансформаторов в час должна быть в состоянии обрабатывать 100 переработанных единиц в час (10% буфер), при этом достигая целевого показателя в 1000 единиц для новых компонентов.

Линии одноэтапной пропитки потребляют значительную энергию (для обогрева печей) и ресурсы (материалы покрытия) — мощность должна быть сбалансирована с эффективностью, чтобы избежать ненужных затрат.
Во-первых, энергопотребление печи способствует оптимизации партии. Печи для отверждения являются крупнейшими потребителями энергии: их работа на частичной мощности (например, партия на 500 единиц в печи на 1000 единиц) приводит к потере энергии. Производительность линии должна соответствовать размеру партии печи: линия производительностью 1200 единиц в час должна иметь печь, вмещающую 300 единиц (4 партии в час), чтобы печь всегда была заполнена. Это снижает энергопотребление на единицу продукции на 25–30 % по сравнению с линией с несоответствующей производительностью и размером печи.
Во-вторых, использование материала покрытия ограничивает избыточную производительность. Избыточная мощность часто приводит к перегрузке (для заполнения линии) или перерасходу материала (неиспользованное покрытие с истекающим сроком годности). Линия, рассчитанная на производительность 8000 мелких деталей в час, использует покрытие с предсказуемой скоростью (например, 2 литра в час), что позволяет легко заказывать материалы и избегать отходов. Для работы линии на производительности 12 000 единиц в час (избыточная мощность) потребуется 3 литра в час. Если подача материала составляет всего 2,5 литра в час, это приведет к дефициту и простоям.
В-третьих, эффективность труда поддерживает сбалансированность мощностей. Линия с высокой производительностью (20 000 единиц в час) требует большего количества операторов для контроля погрузки, проверки качества и обслуживания. Если производитель имеет только 2 оператора в смену, линия производительностью 12 000 единиц в час более эффективна (1 оператор на 6 000 единиц), чем линия на 20 000 единиц (1 оператор на 10 000 единиц), что приведет к пропущенным проверкам качества и большему количеству дефектов.
Определение подходящей производственной мощности для линий одностадийной пропитки — это балансирующий акт, согласованный с типами компонентов, параметрами процесса, спросом, качеством и эффективностью. Для небольших компонентов ключевым моментом является высокая производительность (5 000–20 000 единиц в час); для крупных компонентов наибольшее значение имеют точность и малый объем (50–200 единиц в час). Учитывая все эти факторы, производители могут избежать узких мест, сократить количество отходов и обеспечить бесперебойное и экономически эффективное производство электронных компонентов на своих линиях пропитки. Для руководителей заводов планирование мощностей заключается не только в достижении целевых показателей, но и в построении гибкого, устойчивого производственного процесса, который адаптируется к меняющимся потребностям рынка.

Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى