Контент
A машина для вторичного нанесения покрытия представляет собой специализированное промышленное оборудование, используемое в процессе производства волоконно-оптических кабелей для нанесения защитного полимерного слоя, известного как вторичное покрытие или свободная трубка, на оптические волокна или волоконные ленты. Этот слой защищает деликатные стекловолокна от механических воздействий, влаги и вредного воздействия окружающей среды. , что делает его одним из наиболее важных этапов производства надежных оптоволоконных кабелей. Короче говоря, машина для нанесения вторичного покрытия превращает хрупкие голые волокна в прочные, готовые к развертыванию компоненты кабеля, готовые к дальнейшему покрытию и установке.
Помимо простой защиты, процесс вторичного покрытия точно контролирует диаметр буферной трубки, толщину стенок и плотность гелевого наполнения — все это напрямую влияет на характеристики оптической передачи кабеля и его долговечность в полевых условиях.
На типичной линии по производству оптоволоконных кабелей голые оптические волокна сначала подвергаются первичному покрытию (акрилатное покрытие, наносимое непосредственно на стекло), а затем переходят на стадию вторичного покрытия. Машина для вторичного нанесения покрытия экструдирует термопластичный материал — чаще всего ПБТ (полибутилентерефталат), ПП (полипропилен) или ПЭВП (полиэтилен высокой плотности) — вокруг одного или нескольких волокон, образуя буферную трубку.
Этот процесс обычно включает в себя три одновременные операции:
Результатом является буфер со свободной трубкой — фундаментальный строительный блок, используемый в конструкциях многожильных, щелевых и ленточных волоконно-оптических кабелей, используемых в телекоммуникационных сетях по всему миру.
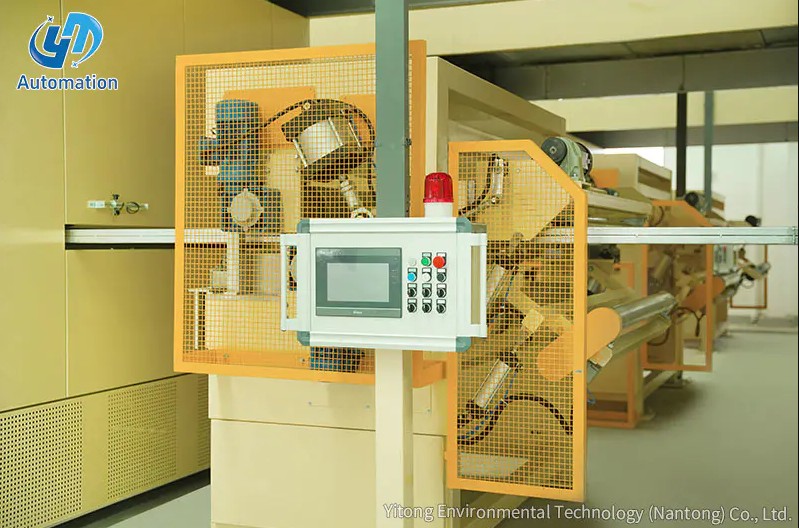
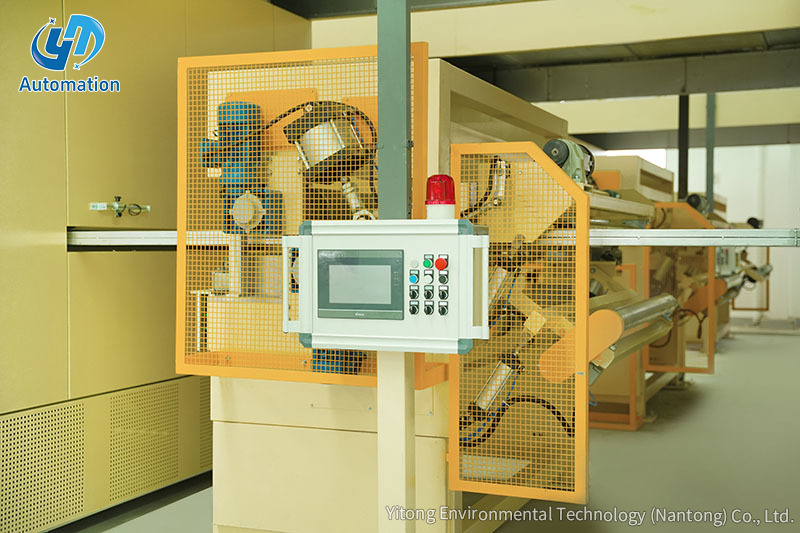
Структурная целостность машины для нанесения вторичного покрытия имеет основополагающее значение для точного производства. Рама машины обычно изготавливается с использованием сварки стальных листов А3 под высоким напряжением в сочетании с обработкой конструкционной стали (типовой стали). , гарантируя, что вся платформа останется жесткой и свободной от вибрации даже во время непрерывной работы на высокой скорости.
Сталь А3 (эквивалент Q235 по китайским стандартам) обеспечивает отличную свариваемость, умеренную прочность на разрыв (обычно 370–500 МПа) и хорошую пластичность, что делает ее идеальным базовым материалом для корпусов тяжелого промышленного оборудования. Сварная и обработанная рама устойчива к изгибу и термической деформации, что имеет решающее значение для соблюдения допусков на выравнивание в пределах ±0,01 мм по всей системе экструзионной головки и охлаждающего желоба.
Прочная конструкция рамы также выдерживает вес и вибрацию:

Одной из определяющих структурных характеристик машины для нанесения вторичного покрытия является конфигурация двухслойного покрытия. В стандартной установке лицевое покрытие расположено в передней части машины, а нижнее покрытие — сзади. Такое расположение гарантирует, что покрытие наносится в точной послойной последовательности, которая равномерно формирует стенку буферной трубки без расслаивания.
Лицевое покрытие образует внутреннюю поверхность буферной трубки, которая контактирует с оптическими волокнами или гелевым наполнителем. Этот слой должен быть химически инертным по отношению к тиксотропному гелю-наполнителю и не должен вызывать микроизгибательное напряжение на волокнах. Здесь обычно используются такие материалы, как ПБТ, из-за их низкой скорости усадки и превосходной стабильности размеров — ПБТ обычно демонстрирует линейную усадку менее 0,5% после охлаждения, что важно для поддержания необходимой избыточной длины волокна (EFL) внутри трубки.
Нижнее покрытие образует внешнюю защитную стенку буферной трубки и обеспечивает механические свойства, необходимые для скрутки и монтажа кабеля. В этом слое может использоваться тот же или совместимый термопластический материал, и он должен плавно соединяться с лицевым покрытием. Толщина стенки нижнего покрытия точно контролируется — обычно от 0,3 мм до 0,9 мм — в зависимости от технических характеристик кабеля и предполагаемой среды прокладки (например, воздушная установка, прямая прокладка в земле или установка в воздуховоде).
Расположение этих двух слоев покрытия спереди назад позволяет индивидуально настраивать каждую головку экструдера с точки зрения температурного профиля, давления расплава и пропускной способности материала, что дает производителям полный контроль над геометрией труб и механическими характеристиками.
Полная линия вторичного покрытия состоит из нескольких интегрированных подсистем. Понимание каждого компонента помогает производителям оптимизировать эффективность производства и качество продукции.
| Компонент | Функция | Ключевой параметр |
|---|---|---|
| Блок вывода волокна | Подает отдельные волокна под контролируемым натяжением | Натяжение: 30–80 г на волокно. |
| Экструдер (лицевое покрытие) | Плавится и подает материал внутренней трубки. | Температура ствола: 200–280°C. |
| Экструдер (нижний слой) | Плавится и подается материал внешней стенки трубы. | Скорость шнека: 10–120 об/мин. |
| Система наполнения гелем | Впрыскивает водоблокирующий состав в сердцевину трубы. | Скорость заполнения: синхронизирована со скоростью линии |
| Экструзионная головка | Формирует расплавленный материал вокруг волокон в форме трубки. | Допуск наружного диаметра матрицы: ±0,02 мм. |
| Охлаждающий желоб | Затвердевает экструдированную трубу посредством контролируемого водяного охлаждения. | Температура воды: 15–40°C (зональный контроль) |
| Кабстан / Отвод | Тянет трубку с постоянной скоростью для контроля размеров | Скорость линии: до 300 м/мин. |
| Датчик измерения наружного диаметра | Бесконтактный контроль диаметра труб в режиме реального времени | Точность: ±0,001 мм |
| Приемно-намоточный блок | Наматывает готовые трубки на катушки для хранения. | Емкость золотника: 2–25 км. |
Современные машины также включают в себя Система управления на базе ПЛК который координирует все подсистемы в режиме реального времени, обеспечивая обратную связь по замкнутому контуру между показаниями датчика наружного диаметра и скоростью шнека экструдера или скоростью шпинделя для автоматического поддержания допусков размеров на протяжении всего производственного цикла.
Машины для нанесения вторичного покрытия значительно различаются по возможностям в зависимости от предполагаемого применения и объема производства. Ниже приведены типичные технические параметры машин средней и высокой производительности, используемых на коммерческих заводах по производству оптоволоконных кабелей:
Избыточная длина волокна (EFL) внутри трубки — критический параметр, определяющий, насколько хорошо кабель выдерживает растягивающую нагрузку, не растягивая волокна, — обычно устанавливается между 0,2% и 0,5% , и контролируется соотношением скорости отдачи волокна к скорости ведущего троса.
Различные конструкции кабелей требуют разных конфигураций машины для нанесения вторичного покрытия. Три основных типа:
Производит по одной буферной трубке за раз и подходит для небольших производственных операций или специальных типов кабелей. Эти машины проще в эксплуатации и обслуживании, а инвестиционные затраты обычно составляют от 80 000 до 200 000 долларов США на полную линию.
Возможность одновременного производства нескольких трубок, что значительно увеличивает производительность. Крупные производители кабелей, прокладывающие миллионы километров оптоволокна в год, часто полагаются на многотрубные линии для достижения производственных целей без пропорционального увеличения площадей или рабочей силы.
Специально разработан для покрытия стопок плоских ленточных волокон (лент из 4, 8 или 12 волокон), а не отдельных свободных волокон. Головка и система охлаждения модифицированы для обеспечения плоского профиля ленты, а контроль EFL особенно важен для предотвращения коробления ленты или напряжения волокна внутри трубки.
Понимание производственного процесса помогает операторам устранять проблемы с качеством и оптимизировать настройки машины. Вот стандартная последовательность типичного нанесения вторичного покрытия:
Качество вторичного покрытия измеряется как стандартами размеров, так и стандартами оптических характеристик. Ключевые параметры качества включают внешний диаметр (OD), внутренний диаметр (ID), эксцентриситет толщины стенки, уровень заполнения гелем и EFL. Они должны соответствовать международным стандартам, таким как IEC 60794-1 и ITU-T G.652 для готового кабеля.
К распространенным дефектам качества и их коренным причинам относятся:
Готовые трубы регулярно отбираются на прочность на разрыв (обычно тестируется минимум при 100 Н/100 мм), устойчивость к раздавливанию и проверку оптического затухания при длинах волн 1310 нм и 1550 нм.
Машины для вторичного нанесения покрытий незаменимы при производстве практически всех типов оптоволоконных кабелей, используемых в современной телекоммуникационной инфраструктуре. Ключевые области применения включают в себя:
Глобальное внедрение оптоволоконных кабелей продолжает быстро расширяться благодаря развертыванию 5G, строительству гипермасштабных центров обработки данных и национальным инициативам в области широкополосной связи. Отраслевые аналитики прогнозируют, что к 2027 году мировой рынок оптоволоконных кабелей превысит 20 миллиардов долларов США. , что напрямую стимулирует устойчивый спрос на современное оборудование для вторичного нанесения покрытий, обеспечивающее высокую производительность и стабильное качество.
Правильное обслуживание машины для нанесения вторичного покрытия обеспечивает стабильное качество продукции и максимально увеличивает время безотказной работы машины. Основные методы технического обслуживания включают в себя:
Операторам также следует проводить полный аудит процесса при каждой смене партий сырья, поскольку даже незначительные изменения вязкости гранул ПБТ (MFI — индекс текучести расплава) могут потребовать корректировки температурных профилей и скорости шнека для поддержания стабильности размеров труб.
Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى