Контент
A машина для вторичного нанесения покрытия Принцип работы заключается в непрерывной подаче оптических волокон с первичным покрытием через прецизионную экструзионную головку, где расплавленный термопластичный материал формируется в защитную буферную трубку вокруг волокон. Этот процесс объединяет контроль натяжения волокон, двухслойную экструзию, впрыскивание тиксотропного геля, охлаждение водяной баней и контроль размеров в реальном времени в единой синхронизированной производственной линии. Конечный результат представляет собой стабильный по размерам буфер со свободной трубкой — основной структурный элемент большинства волоконно-оптических кабелей, используемых в телекоммуникационных сетях по всему миру.
На практике машина принимает голые волокна с раздаточных катушек на одном конце и подает намотанные, заполненные гелем буферные трубки точного размера на другой — и все это на скорости линии, которая может достигать 300 метров в минуту на высокопроизводительных производственных системах. Каждый параметр, от температуры расплава до натяжения волокна, контролируется и регулируется в замкнутом контуре, чтобы обеспечить соответствие каждого метра трубы одним и тем же жестким спецификациям.
Прежде чем детально изучать отдельные подсистемы, полезно понять работу машины как непрерывный линейный процесс. Материал и волокно поступают на входной конец и постепенно трансформируются по мере продвижения вниз по потоку. Последовательность операций соответствует этому логическому порядку:
Каждый из этих этапов взаимозависим. Например, изменение скорости линии на шпиле одновременно влияет на толщину стенки трубы, EFL волокна, степень заполнения гелем и эффективность охлаждения — именно поэтому современные машины полагаются на системы управления с обратной связью на основе ПЛК, а не на настройки, регулируемые вручную.
Точность работы машины для нанесения вторичного покрытия начинается с ее физической конструкции. Рама машины изготовлена с использованием сварки стальных листов А3 под высоким напряжением в сочетании с обработкой конструкционной стали. Сталь А3 (сопоставимая с маркой Q235) обеспечивает прочность на разрыв примерно 370–500 МПа, отличную свариваемость и низкое остаточное напряжение после механической обработки — все необходимые свойства рамы, которая должна оставаться стабильными по размерам при постоянных термических и механических нагрузках.
Рама должна поддерживать и выравнивать все основные подсистемы — экструдеры, охлаждающие желоба, шпиль и приемное устройство — с точностью до долей миллиметра. Любой изгиб или вибрация рамы напрямую приводит к изменению диаметра трубки или отклонению положения волокна внутри трубки. По этой причине сварная стальная конструкция обычно снимается с напряжений после изготовления и подвергается точной механической обработке на всех критических монтажных поверхностях перед сборкой.
Линия нанесения вторичного покрытия производственного класса обычно охватывает Общая длина от 15 до 30 метров , и рама должна сохранять выравнивание по всему пролету, даже если цилиндры экструдера нагреваются до 250–280°C, а охлаждающие желоба работают при 15–40°C в соседних зонах. В конструкцию рамы встроены термокомпенсаторы и жесткие поперечные распорки, позволяющие удовлетворить эти требования без ущерба для точности позиционирования.

Процесс начинается на станции отдачи волокна, где катушки оптического волокна с первичным покрытием монтируются на моторизованных отводах. Каждая катушка может нести От 20 до 25 км оптоволокна , а для производства трубок из нескольких волокон одновременно загружаются несколько катушек — обычно 2, 4, 6, 8, 12 или 24 волокна на трубку.
Натяжение волокна является одним из наиболее важных параметров вторичного покрытия. Если натяжение слишком велико, волокна могут оказаться предварительно натянутыми внутри готовой трубки, что приведет к повышенному оптическому затуханию. Если натяжение слишком слабое, волокна могут запутываться или образовывать неровные петли, что приводит к дефектам геометрии трубки. Рабочее натяжение обычно устанавливается в пределах от 30 до 80 грамм на волокно. , поддерживаемый системой обратной связи с танцором или сервоприводом с измерением натяжения в реальном времени.
Волокна направляются через ряд направляющих из керамики или нержавеющей стали, которые постепенно сходят их в точное расстояние и расположение, необходимое на входе в экструзионную головку. Эти направляющие отполированы до субмикронной шероховатости поверхности, чтобы избежать царапин на нежном первичном покрытии волокон.
Экструзионная система является сердцем машины для нанесения вторичного покрытия. Большинство производственных линий используют конфигурацию с двумя экструдерами для нанесения материала буферной трубки в два отдельных слоя. В стандартной компоновке экструдер для нанесения лицевого покрытия расположен в передней части машины, а экструдер для нанесения нижнего покрытия расположен сзади. Такое расположение позволяет независимо контролировать каждый слой с точки зрения типа материала, температуры плавления и производительности.
Экструдер для нанесения покрытия подает материал, который образует внутреннюю поверхность буферной трубки — поверхность, находящуюся в непосредственном контакте с оптическими волокнами и наполняющим гелем. Этот слой должен быть химически совместим с гелевым соединением и должен иметь очень низкую усадку при охлаждении, чтобы избежать механического напряжения на волокнах. ПБТ (полибутилентерефталат) является преобладающим материалом, обеспечивающим линейную усадку формы менее 0,5% и диапазон рабочих температур от -40°C до 85°C.
Экструдер для нанесения лицевого покрытия обычно использует Одношнековый диаметром 30 или 45 мм. со степенью сжатия от 2,5:1 до 3,5:1, работающий при температуре ствола от 200°C до 270°C. Температура зоны дозирования контролируется наиболее жестко, поскольку вязкость расплава в головке должна оставаться в пределах узкого окна для достижения постоянной толщины стенок.
Экструдер для нижнего покрытия наносит слой внешней стенки буферной трубки, который определяет внешний диаметр и механические свойства трубки. Этот слой обеспечивает структурную прочность, необходимую для скрутки кабеля — трубка должна без деформации выдерживать боковое давление со стороны скруточного оборудования и сохранять свое круглое поперечное сечение после скрутки вокруг центрального силового элемента.
Толщина нижнего слоя покрытия обычно составляет от 0,3 мм и 0,9 мм в зависимости от требований к конструкции кабеля. В некоторых конфигурациях материал нижнего покрытия может представлять собой модифицированный компаунд ПБТ с добавлением УФ-стабилизаторов, красителей или модификаторов ударопрочности, что позволяет идентифицировать трубки с цветовой кодировкой в многотрубных конструкциях кабелей без необходимости отдельного прохода окраски.
Два потока расплава из экструдеров для лицевого и нижнего покрытия сходятся в головке коэкструзионной головки, где они формируются концентрически вокруг пучка волокон. Головка матрицы состоит из наконечника, направляющего волокно, корпуса матрицы с двумя входами расплава и отверстия матрицы, которое формирует внешний диаметр готовой трубы. Диаметр отверстия головки и длина рабочей площадки определяют внешний диаметр трубки и перепад давления, который обеспечивает постоянный поток расплава.
Концентричность матрицы — совмещение центра кончика матрицы с центром отверстия матрицы — должна поддерживаться с точностью до ±0,02 мм. для предотвращения эксцентриситета стены. Большинство современных головок оснащены винтами точной регулировки или механизмами термического центрирования, которые позволяют операторам корректировать соосность во время производства, не останавливая линию.
Важнейшей функцией процесса вторичного нанесения покрытия является заполнение внутренней части буферной трубки тиксотропным водоблокирующим составом, обычно называемым наполняющим гелем или составом для заливки. Этот гель предотвращает перемещение воды, попадающей в точку обрыва кабеля, в продольном направлении через трубку и попадание в чувствительные места сращивания или разъема.
Система наполнения гелем состоит из подогреваемого резервуара для хранения, прецизионного дозирующего насоса (обычно шестеренчатого или винтового насоса) и тонкой инъекционной иглы из нержавеющей стали, которая проходит через наконечник матрицы и вносит гель непосредственно внутри формовочной трубы. Скорость впрыска геля должна быть точно синхронизирована со скоростью линии. — обычно выражается как соотношение объема к метру — для обеспечения полного заполнения без избытка геля, который мог бы создать противодавление и исказить расположение волокон.
Гель-наполнитель поддерживается при повышенной температуре (обычно 60–80°C) в резервуаре для хранения, чтобы снизить вязкость при перекачивании, но после охлаждения в готовой тубе он превращается в гель до полутвердого тиксотропного состояния. Такое сочетание текучести во время наполнения и стабильности в эксплуатации делает тиксотропный гель стандартным выбором для конструкций кабелей со свободной трубкой, работающих во всем диапазоне температур окружающей среды от -40°C до 70°C, требуемом большинством телекоммуникационных стандартов.
Сразу после экструзионной головки свежесформованная трубка поступает в систему охлаждения. Охлаждение необходимо тщательно контролировать — слишком быстрая закалка вызывает поверхностное напряжение и потенциальное растрескивание; слишком медленное охлаждение приводит к тому, что трубка провисает или деформируется до полного затвердевания, особенно на высоких скоростях линии.
Система охлаждения типичной линии вторичного нанесения покрытия состоит из нескольких последовательно расположенных лотков для воды. В первом желобе (ближайшем к матрице) используется теплая вода 40–60°С инициировать постепенное охлаждение без термического шока. Последующие поилки постепенно снижают температуру воды — последние поилки обычно работают при 15–25°С — доведение трубки до стабильного, полностью затвердевшего состояния до того, как она достигнет шпиля.
Общая длина охлаждающего желоба варьируется от от 6 до 15 метров в зависимости от скорости линии и толщины стенки трубы. На линии со скоростью 300 м/мин, производящей трубу с внешним диаметром 2,0 мм, труба находится в системе охлаждения всего от 1,5 до 3 секунд, а это означает, что градиент температуры воды в желобах должен быть точно установлен для достижения адекватного затвердевания в этом коротком окне.
Температура каждой зоны желоба контролируется независимо с помощью системы циркуляционной воды с теплообменником. Операторы могут просматривать и регулировать заданное значение каждой зоны с помощью центрального ИЧМ, а некоторые продвинутые системы включают автоматическую компенсацию зон, которая регулирует расход охлаждающей воды в ответ на изменения скорости линии.
После охлаждающих желобов труба проходит через один или несколько бесконтактных лазерных микрометров, которые непрерывно и в режиме реального времени измеряют ее внешний диаметр. В этих датчиках используется технология лазерной триангуляции или теневого сканирования, и они могут разрешать разницу диаметров даже самую малую. ±0,001 мм на полной линейной скорости.
Данные измерения наружного диаметра передаются обратно в систему управления ПЛК, которая автоматически корректирует одну или несколько переменных процесса для корректировки любого отклонения от заданного диаметра:
Этот замкнутый контур обратной связи обычно работает с временем отклика менее одной секунды, что позволяет системе компенсировать изменения вязкости сырья, изменения температуры окружающей среды или незначительные механические колебания без вмешательства оператора. Современные системы поддерживают внешний диаметр трубы в пределах ±0,03 мм от заданного значения на протяжении всего производственного цикла длиной 25 км и более.
В дополнение к измерению наружного диаметра некоторые усовершенствованные линии включают измерение эксцентриситета (равномерность толщины стенки) с использованием вращающихся датчиков или рентгеновских систем, а также определение положения волокна с помощью встроенных оптических датчиков, которые проверяют, что волокна центрированы внутри трубки, а не смещены в одну сторону.
Кабестан является элементом, регулирующим скорость всей линии. Он состоит из одного или нескольких моторизованных колес или ремней, которые захватывают охлажденную трубку и протягивают ее через машину с точно контролируемой постоянной скоростью. Поскольку скорость шпиля определяет, насколько быстро материал вытягивается из экструзионной головки, она напрямую контролирует как внешний диаметр трубки (через коэффициент вытяжки), так и избыточную длину волокна внутри трубки.
Избыточная длина волокна (EFL) определяется как процент, на который длина волокна внутри трубки заданной длины превышает длину самой трубки. Например, EFL 0,3% означает, что на каждые 1000 метров трубки длина волокна внутри составляет 1003 метра. Этот небольшой избыток волокна очень важен: он позволяет кабелю выдерживать растягивающие нагрузки, при этом сами волокна не испытывают напряжения, которое может привести к увеличению оптического затухания.
EFL устанавливается отношением скорости отдачи волокна к скорости ведущего вала:
Значения EFL для стандартных кабелей со свободной трубкой обычно находятся между 0,2% и 0,5% , с более жесткими допусками, необходимыми для кабелей, предназначенных для прокладки под землей или для использования на подводных лодках, где температурные циклические и механические нагрузки более суровы.
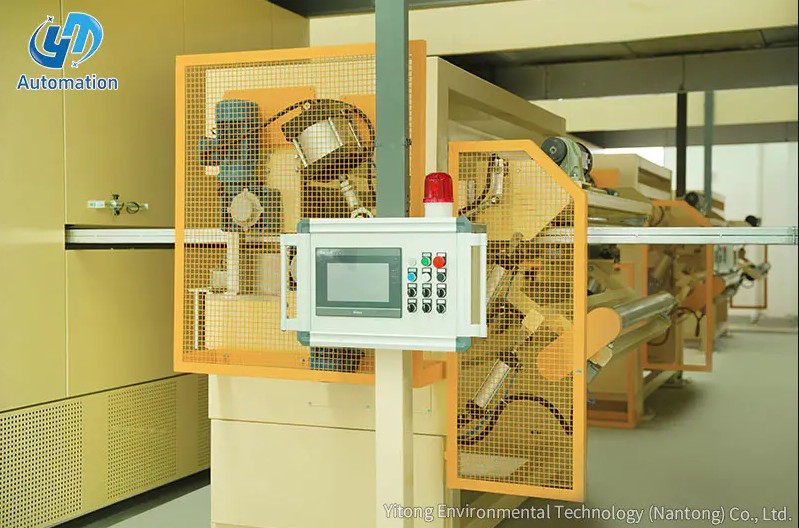
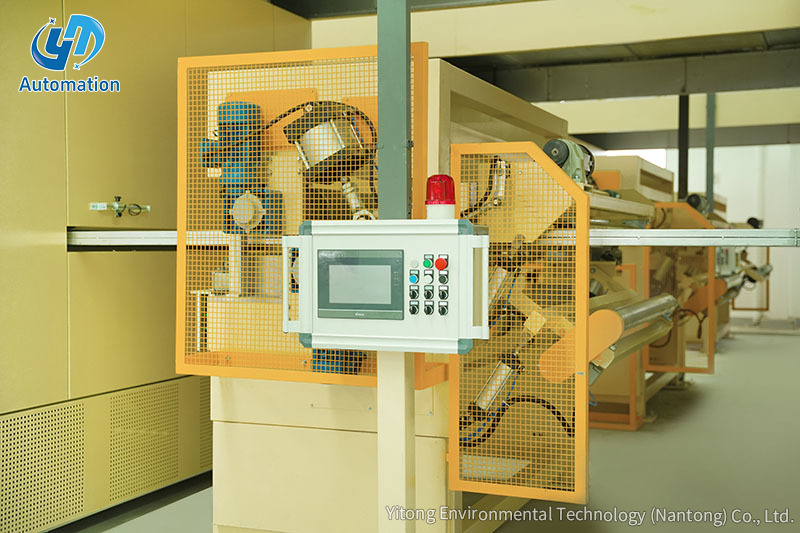
Все описанные выше подсистемы — натяжение отдачи, температура и скорость экструдера, скорость насоса геля, температура охлаждающей воды, обратная связь датчика наружного диаметра и скорость шпинделя — координируются центральной системой программируемого логического контроллера (ПЛК). Оператор взаимодействует с этой системой через сенсорный экран HMI (человеко-машинный интерфейс), который отображает данные процесса в реальном времени, аварийные состояния и графики тенденций.
Ключевые функции управления ПЛК включают в себя:
Усовершенствованные системы также могут интегрироваться с MES (системами управления производством) на заводском уровне, чтобы сообщать об объемах производства, потреблении материалов и данных о качестве в режиме реального времени в программное обеспечение для управления заводом.
Понимание того, как взаимодействуют ключевые параметры процесса, важно для операторов, которым необходимо устранять проблемы с качеством или оптимизировать эффективность производства. В таблице ниже приведены наиболее важные связи между параметрами и выходными данными:
| Параметр процесса | Если слишком высокий | Если слишком низко | Целевой диапазон (типичный) |
|---|---|---|---|
| Температура цилиндра экструдера | Деградация полимера, изменение цвета | Высокое давление расплава, шероховатость поверхности | 200–280°С (ПБТ) |
| Скорость линии кабестана | Тонкие стенки, уменьшенный внешний диаметр, низкий EFL | Толстая стенка, высокий внешний диаметр, избыточная EFL | 40–300 м/мин |
| Натяжение волокна | Предварительное напряжение волокна, увеличение затухания | Спутывание волокон, деформация трубок | 30–80 г на волокно |
| Скорость введения геля | Противодавление, смещение волокон | Неполное заполнение, риск проникновения влаги | Синхронизировано со скоростью линии (мл/м) |
| Температура охлаждающей воды | Неполное затвердевание, провисание трубки | Термический удар, растрескивание поверхности | 15–60°C (градированные зоны) |
| Скорость вращения винта | Перегрев, деградация расплава | Недостаточная пропускная способность, падение наружного диаметра | 10–120 об/мин |
Операторы, которые глубоко понимают эти взаимодействия, могут устранить большинство отклонений в качестве, регулируя один параметр, а не внося несколько изменений одновременно. Это самый быстрый путь к восстановлению стабильного производства в соответствии со спецификациями.
Заключительным этапом процесса вторичного нанесения покрытия является намотка готовой буферной трубки на приемные бобины для хранения и последующей обработки. Система намотки должна обеспечивать контролируемое и постоянное натяжение трубки во время намотки, чтобы предотвратить деформацию или напряжение волокна из-за неравномерного давления на катушку.
Траверсный механизм на приемной бобине укладывает трубку ровными, перекрывающимися слоями по ширине фланца бобины, предотвращая появление каких-либо локализованных точек давления, которые могут вдавить стенку трубки и изменить геометрию волокон внутри. Емкость барабана обычно варьируется от от 2 км до 25 км готовой трубки в зависимости от диаметра трубки и размера катушки.
Когда катушка заполнена, машина выполняет замену катушки — вручную или автоматически. Во время этого краткого перехода отрезок трубки, который невозможно намотать ни на полную, ни на новую катушку, обычно отрезается и выбрасывается как производственный переходной элемент. Минимизация длины переходного перехода является важным показателем эффективности для крупных производителей кабеля, поскольку оно напрямую влияет на выход материала на катушку.
На каждой готовой катушке маркируются производственные данные — характеристики трубки, длина катушки, дата производства и журнал измерений наружного диаметра — и она передается в зону скрутки, где несколько буферных трубок будут собраны вокруг центрального силового элемента, чтобы сформировать законченный оптоволоконный кабель.
Последовательность работы А. машина для вторичного нанесения покрытия не ограничивается стационарным производством — этапы запуска и остановки одинаково важны и требуют систематического внимания во избежание образования отходов и повреждения оборудования.
Даже хорошо обслуживаемые линии нанесения вторичного покрытия постоянно сталкиваются с эксплуатационными проблемами. Понимание коренных причин наиболее распространенных проблем позволяет производственным группам эффективно их решать.
Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى