Контент
A сушилка для пропитанной декоративной бумаги служит важнейшей цели удаление растворителя-носителя из бумаги, насыщенной смолой, и доведение отверждения смолы до точного состояния B-стадии (частичное отверждение). необходим для последующего ламинирования. После того, как декоративная бумага или бумага для наложения проходит через ванну со смолой и отжимаются валками на линии пропитки, она несет в себе лишнюю воду или растворитель, которые необходимо испарить, а смола должна быть частично сшитой — ни слишком влажной (что вызывает прилипание и неполное склеивание), ни слишком отвержденной (что препятствует правильному растеканию и адгезии во время горячего прессования). Сушилка контролирует оба этих результата одновременно по всей ширине бумажного полотна со скоростью производства до От 80 до 200 метров в минуту .
Меламин-формальдегидные и карбамидоформальдегидные смолы, используемые в декоративной пропитке бумаги, представляют собой растворы на водной основе. После покрытия бумага несет Остаточная влажность от 30 до 50 % (относительно веса бумаги), которое необходимо снизить до целевого уровня содержания летучих веществ — обычно от 5 до 8% для стандартных применений ламинирования. Нагретый поток воздуха сушильной машины испаряет эту воду с обеих поверхностей бумаги одновременно. Скорость удаления влаги контролируется температурой воздуха, скоростью воздуха и скоростью полотна — все эти факторы должны быть сбалансированы, чтобы добиться равномерного испарения, не вызывая ожогов поверхности бумаги и не вызывая неравномерной усадки.

По мере испарения влаги температура смолы повышается и начинаются реакции сшивки, переводящие смолу из жидкой стадии А в частично отвержденную стадию В. Смола B-стадии сухая на ощупь, пригодна в обращении и разрезается, но все же содержит достаточное количество неотвержденных реакционноспособных групп, которые могут течь под воздействием тепла и давления во время горячего прессования, прочно связываясь с подложкой (МДФ, ДСП или фанера). Температурный профиль сушилки должен способствовать отверждению до нужной степени, измеряемой как реактивность или «поток». - без перехода в полностью отвержденное состояние (стадия C), при котором дальнейшее склеивание невозможно.
Многозонные сушильные печи допускают разную температуру в разных секциях сушилки — зона с более высокой температурой для первоначального удаления влаги, зона с контролируемой более низкой температурой для окончательного отверждения — что дает операторам точный контроль над конечным состоянием бумаги на этапе B.
Сушилка должна транспортировать хрупкое, пропитанное смолой бумажное полотно через печь с постоянным натяжением, не разрывая и не сморщивая его. Системы контроля натяжения, скоординированные между входным и выходным приводами, поддерживают натяжение полотна в пределах жесткого допуска по всей зоне сушки. Сушилки с воздушной флотацией (которые бесконтактно поддерживают полотно на подушках нагретого воздуха) используются для деликатной бумаги, которая не выдерживает контакта с валиком во время влажной, липкой фазы до достижения полной B-стадии.
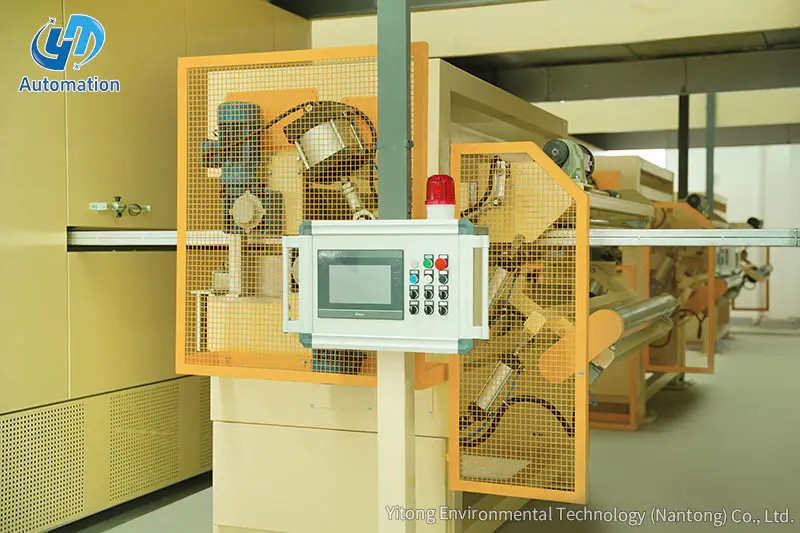
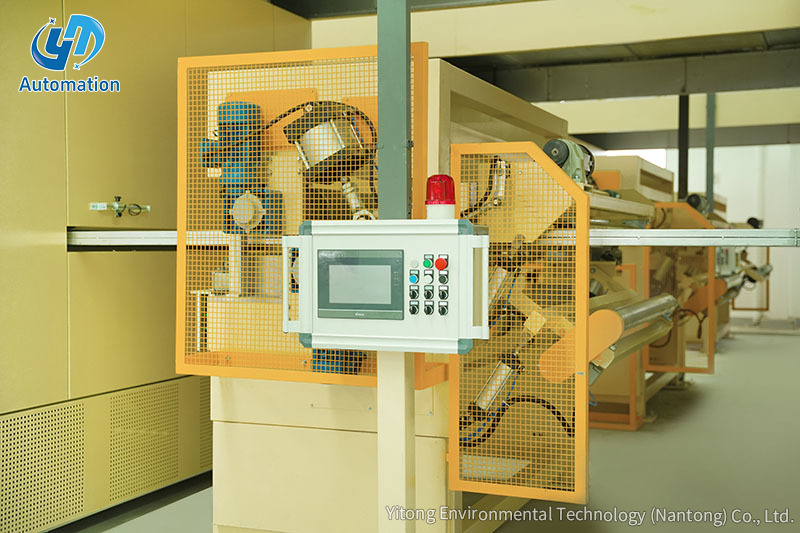
Внешний корпус сушилки для пропитанной бумаги изготовлен из высокопрочная стальная пластина и конструкционная сталь , обеспечивающая жесткость для поддержания стабильности размеров по всей длине печи, которая может охватывать от 15 до 40 метров для производственных линий, работающих на высоких скоростях. Стальной корпус покрыт минеральной ватой или другой теплоизоляцией, чтобы минимизировать потери тепла и поддерживать однородность температуры в печи. Внутренние воздуховоды и каналы сварены из оцинкованная листовая сталь (обычно толщиной 2 мм), чтобы противостоять агрессивному сочетанию тепла, влаги и паров формальдегида, присутствующих внутри печи во время работы.
Рециркулирующий горячий воздух является основным теплоносителем. Тепловой двигатель — обычно номинальный 7,5 кВт или выше, работа при 1450 об/мин. — приводит в действие центробежные вентиляторы, которые циркулируют нагретый воздух через печь с контролируемой скоростью. Вентилятор втягивает воздух через теплообменник (паровой, термомасляный или газовый, в зависимости от инфраструктуры предприятия), нагревает его до заданной температуры и направляет через ряд сопел над и под бумажным полотном. Возвратный воздух проходит обратно через теплообменник для повторного нагрева, при этом контролируемая его часть удаляется для удаления испарившейся влаги и паров формальдегида.
Объем воздуха, подаваемого на бумажное полотно, не является фиксированным — он регулируется во время запуска и работы в соответствии с сортом бумаги, скоростью линии и типом обрабатываемой смолы. Постепенное увеличение объема воздуха во время запуска. Очень важно: прохождение свежей бумажной направляющей через печь под полным потоком воздуха может привести к разрыву полотна из-за турбулентного воздуха до того, как натяжение полностью установится. Частотно-регулируемый привод (ЧРП) на двигателях вентиляторов обеспечивает плавное и контролируемое увеличение потока воздуха от минимального до производственного уровня по мере стабилизации бумажного полотна.
Современные сушилки делят духовку на независимо контролируемые температурные зоны. от 3 до 6 зон от входа до выхода. Температура в каждой зоне контролируется термопарными датчиками и управляется приводами с управлением от ПЛК на клапанах подачи тепла. Такое зональное управление позволяет операторам оптимизировать температурный профиль для различной плотности бумаги, концентрации смолы и скорости линии, обеспечивая стабильное качество B-этапа во всех производственных условиях.
| Параметр качества | Типичный целевой диапазон | Эффект отклонения |
|---|---|---|
| Неустойчивый контент (VC) | 5–8% (типично) | Слишком высокий: вздутие при нажатии; слишком низкий: плохая текучесть, расслоение |
| Реактивность (поток) | Согласно спецификации продукта | Чрезмерное отверждение: отсутствие склеивания; недостаточно отвержденный: выдавливание, загрязнение |
| Равномерность в поперечном направлении | Вариация венчурного капитала менее 1% | Неравномерное прессование, изменение цвета, дефекты поверхности. |
| Состояние поверхности бумаги | Без подгорания и маркировки | Видимые дефекты поверхности готового ламината |
Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى