Контент
Ан линия пропитки представляет собой систему промышленного производства, которая насыщает пористую подложку (обычно бумагу, ткань, нетканый материал или волокно) жидкой смолой или химическим соединением, а затем отверждает или сушит ее для создания функционально улучшенного композитного материала. Слово «пропитка» относится к процессу введения жидкой среды в структуру открытых пор основного материала, так что после отверждения они становятся прочно интегрированными.
Наиболее широкое промышленное применение имеет декоративная пропитка для бумаги — процесс производства бумаги, насыщенной меламиновой смолой, используемой в качестве поверхностных слоев в ламинированных полах, мебельных панелях, столешницах и стеновых панелях. Одна линия непрерывной пропитки может обрабатывать От 50 до 200 метров бумаги в минуту и ежегодно производить десятки миллионов квадратных метров пропитанной бумаги.
| Промышленность | Субстрат | пропиточный | Конечный продукт |
|---|---|---|---|
| Мебель/полы | Декоративная/накладная бумага | Меламин-формальдегидная смола | Пленки для поверхности ламината |
| Электрика/электроника | Стеклоткань/крафт-бумага | Эпоксидная или фенольная смола | Базовые ламинаты печатных плат (FR4, CEM) |
| Автомобильная / аэрокосмическая промышленность | Углеродное волокно/стекловолокно | Эпоксидная препреговая смола | Композитные конструкционные препреги |
| Строительство | Крафт-бумага | Фенольная смола | Ламинат высокого давления (HPL) |
| Обработка древесины | Массив дерева/шпон | Фурфуриловый спирт или силикон. | Модифицированная древесина, ацетилированная древесина |

Базовый носитель — чаще всего рулон декоративной или оверлейной бумаги — загружается на разматывающую стойку на подающем конце линии. Системы контроля натяжения поддерживают постоянную скорость полотна и предотвращают появление складок и разрывов при входе материала в секцию пропитки.
Подложка проходит через ванну со смолой — ванну, содержащую жидкую пропитку (обычно раствор меламина или фенольной смолы). Бумага полностью погружается в воду и проходит под рядом направляющих роликов, позволяя смоле проникать во все слои основы. Подача смолы точно контролируется концентрацией раствора смолы и временем пребывания в ванне. Для декоративной бумаги типичными мишенями для улавливания смолы являются: 100–130% сухой массы бумаги. .
После ванны пропитанная основа проходит через пару дозирующих прижимных валков, которые удаляют излишки смолы и обеспечивают равномерное распределение по всей ширине полотна. Зазор между валками определяет конечное содержание смолы. Этот этап имеет решающее значение: неравномерное распределение смолы приводит к дефектам поверхности, расслоению или изменению блеска готового продукта.
Пропитанный материал поступает в многозонную сушильную печь, где тепло испаряет растворитель-носитель (обычно воду) и ускоряет отверждение смолы до определенной степени, известной как B-этап (частично вылечено). Смола B-стадии сухая на ощупь, но не полностью сшитая, что позволяет хранить, резать и позднее прессовать материал под воздействием тепла и давления для достижения полного отверждения (стадия C) в последующих процессах ламинирования. Температура духовки обычно колеблется от от 120°С до 165°С в зависимости от химического состава смолы и скорости линии.
После печи пропитанный материал проходит через секцию охлаждения для стабилизации смолы B-стадии перед транспортировкой. Затем его разрезают на лист — стандартные размеры включают 1220 × 2440 мм и 1300 × 2800 мм — или свернуты в рулоны, в зависимости от дальнейшего применения. Системы контроля качества проверяют содержание смолы, уровень летучих веществ и внешний вид поверхности перед штабелированием и упаковкой.
линия пропитки находится на критическом этапе в цепочке производства ламината. Ошибки в захвате смолы, содержании летучих веществ или продвижении отверждения распространяются непосредственно на готовую поверхность ламината, поскольку вздутия, расслоение, изменение блеска, несоответствие цвета или снижение устойчивости к истиранию . Для напольных покрытий устойчивость к истиранию проверяется в соответствии с такими стандартами, как EN 13329 — продукт, который выходит из строя из-за плохой пропитки, означает потерю материала, времени прессования и доверия клиентов.
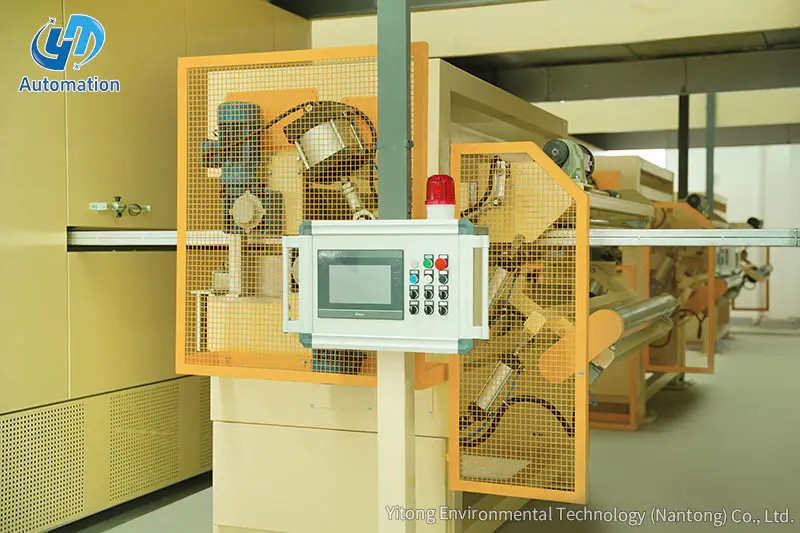
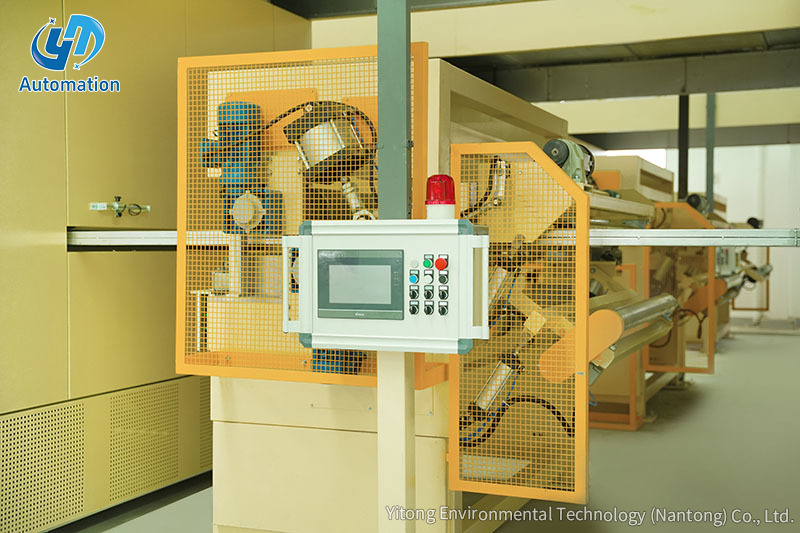
Современные линии пропитки решают эту проблему с помощью встроенных датчиков для измерения содержания смолы (ближняя инфракрасная спектроскопия), контроля температуры в печи с замкнутым контуром и автоматической регулировки прижимных валков, что обеспечивает стабильное качество при непрерывном многосменном производстве.
Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى