Контент
Основная цель использования линия пропитки это пропитать подложку — обычно бумагу, ткань, стекловолокно или нетканый материал — жидкой смолой, клеем или химическим соединением. , затем отверждайте или сушите это покрытие в контролируемых условиях для получения армированного функционального композитного материала. В результате получается готовый продукт со значительно улучшенной механической прочностью, влагостойкостью, электроизоляцией, огнестойкостью или свойствами отделки поверхности, которых невозможно достичь только с помощью базового материала без покрытия. Линии пропитки являются основой производственных процессов декоративного ламината, печатных плат, фрикционных материалов, фильтрующих материалов, композитных панелей и широкого спектра промышленных материалов.
Линия пропитки представляет собой непрерывную поточную производственную систему, которая пропускает необработанную основу через ряд технологических стадий — обычно погружение в ванну со смолой или нанесение покрытия, контролируемое выдавливание или дозирование, а также сушильную или вулканизирующую печь — для производства равномерно пропитанного материала с постоянным качеством и производительностью.
Субстрат поступает на линию со стенда для размотки, проходит через зону пропитки, где жидкая смола проникает в структуру материала, дозируется до определенного содержания смолы (обычно выражается в процентах от общего сухого веса), а затем проходит через точно контролируемый сушильный туннель, где растворители испаряются, а смола частично или полностью отверждается. Готовый материал выходит в виде препрега, пропитанной бумаги, ткани с покрытием или полуфабриката из ламината, готового к следующему этапу производства.
Современные линии пропитки разработаны для высокая производительность, строгий контроль содержания смолы, равномерное распределение покрытия и энергоэффективная сушка — все это напрямую определяет качество и стабильность конечного продукта.

В мебельной и напольной промышленности линии пропитки применяются для насыщения декоративной бумаги и бумаги меламиноформальдегидными (МФ) или карбамидоформальдегидными (УФ) смолами. Затем пропитанную бумагу прижимают под воздействием тепла к древесным панелям (МДФ, ДСП, фанера) для создания прочных, устойчивых к царапинам ламинированных поверхностей, которые можно найти на кухонных шкафах, полах, офисной мебели и стеновых панелях.
Содержание смол в пропитке для декоративной бумаги строго контролируется — обычно от 120% до 180% сухого веса бумаги. — потому что недостаточная пропитка приводит к расслоению и дефектам поверхности, а избыточная пропитка приводит к чрезмерному выдавливанию смолы при прессовании, что приводит к качественному браку и отходам.
В электронной промышленности стеклоткани пропитывают эпоксидной смолой для получения препрега (предварительно пропитанного композитного волокна), которое затем укладывают и прессуют для изготовления изолирующих слоев многослойных печатных плат. Линия пропитки должна достигать точная однородность содержания смолы по всей ширине полотна — Изменения содержания смолы более чем на ±2% по ширине могут вызвать перепад потока во время прессования, что приводит к отклонению толщины плиты и проблемам с электрическими характеристиками.
Бумаги для фильтрации воздуха и жидкостей пропитываются фенольными смолами или акрилатными связующими для повышения их прочности во влажном состоянии, жесткости и химической стойкости. Без пропитки фильтровальная бумага разрушилась бы или деформировалась под рабочим давлением или при воздействии жидкостей. Линия пропитки обеспечивает равномерное распределение связующего материала по всему поперечному сечению нетканого материала, а не только по поверхности — это различие имеет решающее значение для производительности.
Тканые или нетканые волокнистые основы для автомобильных тормозных колодок, накладок сцепления и промышленных фрикционных компонентов пропитываются составами фенольных смол на линиях пропитки. Смола образует матрицу, которая связывает частицы модификатора трения, контролирует термостойкость и придает компоненту структурную целостность при высоких термических и механических нагрузках. Линии пропитки фрикционных материалов должны работать с системами смол высокой вязкости, сохраняя при этом равномерную глубину проникновения.
Углеродное, арамидное волокно и ткани из стекловолокна пропитываются системами эпоксидной, бисмалеимидной или термопластической смолы на специализированных линиях пропитки для создания конструкционных препрегов для аэрокосмической, автомобильной, спортивной продукции и производства лопастей ветряных турбин. Эти области применения требуют самого строгого контроля содержания смолы и стандартов однородности любого процесса пропитки, поскольку конструкционные композитные компоненты разрабатываются с учетом точной объемной доли волокон.
Бумажная и тканевая основа, используемая в наждачной бумаге и абразивных изделиях с покрытием, пропитана смолой для повышения их прочности на разрыв и устойчивости к разрыву во время использования. Правильно пропитанная основа позволяет увеличить прочность бумаги на разрыв в 3–5 раз по сравнению с необработанной основой, что обеспечивает более высокую скорость съема материала и более длительный срок службы абразива.
Понимание того, что происходит на каждом этапе линии пропитки, поясняет, почему каждый элемент важен для производства стабильного, высококачественного пропитанного материала.
| Этап | Цель | Ключевая переменная управления |
|---|---|---|
| Расслабьтесь и контролируйте напряжение | Подача субстрата без искажений | Натяжение полотна (Н/м) |
| Смола ванна / головка для нанесения покрытия | Пропитать подложку смолой | Вязкость смолы, время погружения |
| Дозирующие ролики | Установите окончательный уровень содержания смолы | Давление зажима, зазор между валками |
| Многозонная сушильная печь | Испарение растворителя, предварительное отверждение | Температурный профиль, воздушный поток, время выдержки |
| Зона охлаждения | Стабилизируйте материал перед намоткой | Температура на выходе |
| Перемотка назад/вырезание/сложение | Отформатируйте продукт для дальнейшего использования | Натяжение рулона, точность длины резки |
Различные производственные требования и типы подложек требуют различных конфигураций линий пропитки. Выбор типа линии напрямую влияет на достижимое содержание смолы, однородность, производительность и диапазон подложек и смол, которые можно обрабатывать.
Одноступенчатая линия пропитки пропускает подложку через одну ванну со смолой и одну сушильную печь за один непрерывный проход. Эта конфигурация подходит для материалов, требующих умеренного содержания смолы — обычно 80–150 % сухой массы субстрата - а также для систем смол на водной основе или низкой вязкости на основе растворителей. Одноступенчатые линии предлагают меньшие капитальные вложения и более простой технологический процесс, что делает их распространенным выбором для пропитки декоративной бумаги при производстве мебельного ламината.
Двухэтапная линия пропитывает подложку в первой ванне смолы, частично сушит ее, затем пропускает через вторую ванну смолы и сушильную печь. Эта конфигурация позволяет более высокое общее содержание смолы чем это достижимо за один проход, лучшее проникновение в плотные подложки, двустороннее покрытие различными составами смол и более точный контроль распределения смолы по поперечному сечению подложки. Двухэтапные линии обычно используются для производства препрега из стекловолокна, толстых нетканых материалов и бумаги с высоким содержанием смолы.
В вертикальной линии пропитки подложка проходит через ванну со смолой и секцию сушки вертикально, а не горизонтально. Эта конфигурация особенно подходит для легкие, деликатные основания он провиснет или деформируется, если его поддерживать горизонтально под тяжестью влажного смоляного покрытия. Вертикальные линии также обеспечивают более компактную площадь машины для предприятий с ограниченной площадью. Они широко используются для изготовления тканевой бумаги и легкой декоративной бумаги.
Горизонтальные линии являются наиболее распространенной конфигурацией для носителей средней и высокой плотности. Подложка перемещается горизонтально через ванну со смолой и туннельную печь, поддерживаемую приводными роликами. Горизонтальные линии могут быть рассчитаны на очень большую длину духовки — От 30 до 80 метров и более — для достижения необходимого времени выдержки сушки и отверждения при высоких скоростях производительности. Современные горизонтальные линии пропитки оснащены многозонной циркуляцией горячего воздуха, точными системами контроля температуры и высокоэффективными системами рекуперации тепла для минимизации энергопотребления.
Многие пользователи при оценке возможностей линии уделяют особое внимание зоне пропитки, но печь для сушки и отверждения не менее важна для качества конечного продукта. Секция сушки должна выполнять несколько задач одновременно:
Инвестиции в высококачественную, специально созданную линию пропитки обеспечивают измеримые преимущества процесса и продукта по сравнению с методами периодической пропитки или более старой технологией непрерывной линии.
| Параметр | Пакетная пропитка | Современная линия непрерывной пропитки |
|---|---|---|
| Однородность содержания смолы | Отклонение ±10–15 % | Отклонение ±2–3% |
| Пропускная скорость | Низкий (ограничен размером партии) | 10–80 м/мин, непрерывно |
| Энергоэффективность | Низкая (циклы нагрева/охлаждения) | Высокая (системы рекуперации тепла) |
| Требование к рабочей силе | Высокий (ручное управление) | Низкая (автоматизированные системы управления) |
| Уровень дефектов | Высшее (вариация процесса вручную) | Нижний (параметры, управляемые ПЛК) |
| Прослеживаемость | Трудно достичь | Полная регистрация данных процесса для каждого рулона |
Хорошо спроектированная линия пропитки позволяет операторам точно контролировать все параметры качества, определяющие пригодность пропитанного продукта при последующей переработке. Эти параметры включают в себя:
Технология непрерывной пропитки не ограничивается одним сегментом отрасли. Следующие отрасли промышленности используют линии пропитки как основной производственный процесс:
В экономике эксплуатации линии пропитки преобладают энергопотребление (в первую очередь в сушильной печи) и трудозатраты. Достижения в разработке линий пропитки за последнее десятилетие привели к существенным улучшениям в обеих областях.
Современные печи с линиями пропитки оснащены системами рекуперации тепла, которые улавливают тепло отработанного воздуха и используют его для предварительного нагрева поступающего свежего воздуха. Этот подход может уменьшить потребление энергии духовкой на 20–40% по сравнению с планами без восстановления. Частотно-регулируемые приводы циркуляционных и вытяжных вентиляторов позволяют приспособить поток воздуха к фактическим требованиям процесса, а не постоянно работать на полную мощность.
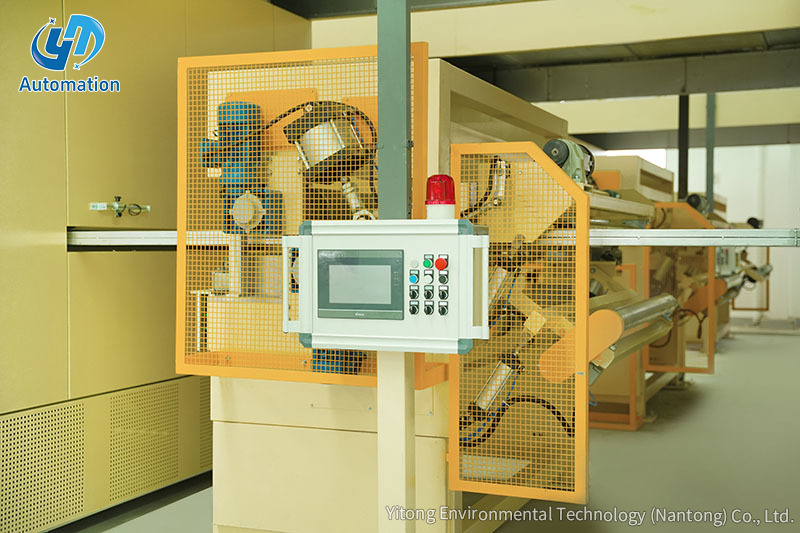
Полностью автоматизированные линии пропитки используют программируемые логические контроллеры (ПЛК) и интерфейсы HMI с сенсорным экраном для управления всеми переменными процесса — скоростью линии, уровнем смолы в ванне и контролем вязкости, давлением дозирующих валков, температурой печи по зонам, натяжением по всему пути полотна и крутящим моментом намоточного устройства. Технологические рецепты для различных продуктов можно сохранять и вызывать с помощью одной команды оператора, что сокращает время настройки и минимизирует риск ошибок параметров при переключении между типами продуктов.
Усовершенствованные линии пропитки объединяют системы онлайн-измерений, в том числе датчики ближнего инфракрасного диапазона (NIR) для измерения содержания смолы и влажности, камеры веб-инспекции для обнаружения дефектов поверхности и датчики веса, чтобы обеспечить обратную связь в системе управления в режиме реального времени. Эти системы обеспечивают управление с обратной связью, что автоматически регулирует параметры линии для поддержания заданного содержания смолы в пределах ±1–2%. без необходимости вмешательства оператора для каждого рулона.
Выбор правильной конфигурации линии пропитки требует четкого понимания основы, системы смол, целевых характеристик качества и требований к объему производства. Необходимо оценить следующие факторы:
Yitong Environmental Technology (Nantong) Co., Ltd. является профессиональным производителем, специализирующимся на разработке и производстве оборудование для пропитки и сушки . В наш ассортимент продукции входят одноэтапные линии пропитки и сушки, двухэтапные линии пропитки и сушки, вертикальные линии склеивания и сушки, а также горизонтальные линии пропитки и сушки серии YT — линия продуктов, которая включает в себя множество технологических инноваций, защищенных национальными патентами.
Основываясь на опыте отечественных и международных коллег из отрасли, Yitong постоянно совершенствует свои инженерные возможности, создавая линии пропитки с преимуществами энергосбережение, высокая эффективность и высокая степень автоматизации . Нашему оборудованию доверяют клиенты на внутреннем и международном рынках в области производства мебели, напольных покрытий, электроники, фильтрации и композитных материалов. Если вам нужна простая одноступенчатая система или сложная двухступенчатая линия со встроенным онлайн-мониторингом качества, Yitong предоставит инженерный опыт и качество производства, соответствующие вашим производственным требованиям.
Покрытие наносит слой материала на поверхность подложки, а пропитка пропитывает подложку так, что смола проникает насквозь. Настоящая пропитка приводит к получению продукта, в котором смола распределяется по всему поперечному сечению подложки, а не только по поверхности. На практике многие линии пропитки выполняют обе функции — глубокую пропитку базовой структуры в сочетании с контролируемым поверхностным слоем покрытия.
Наиболее широко перерабатываемые типы смол включают меламиноформальдегидные (МФ), карбамидоформальдегидные (УФ), фенолформальдегидные (ПФ), эпоксидные, акриловые, полиуретановые (ПУ) и полиэфирные смолы. Выбор смолы определяется применением — MF для декоративных ламинатов, PF для промышленных ламинатов и фильтрующих материалов, эпоксидная смола для препрегов печатных плат и акрил или ПУ для бумаги и тканей со специальным покрытием.
Традиционный метод состоит в том, чтобы отобрать образец с работающей линии, взвесить его, высушить в печи при температуре 150–160 °С в течение заданного времени и рассчитать содержание смолы по разнице веса. На современных линиях онлайн-датчики NIR непрерывно измеряют содержание летучих веществ и распределение смолы по ширине полотна, передавая эти данные обратно в систему управления для корректировки в реальном времени скорости линии и давления дозирующих валков.
Да, с соответствующим дизайном. Линии пропитки нескольких продуктов используют регулируемые системы дозирующих валков, приводы с регулируемой скоростью и управление рецептами ПЛК для переключения между продуктами различных спецификаций с минимальным временем переналадки. Процедуры замены ванны для смолы, протоколы очистки и изменение профиля температуры печи являются основными этапами перехода при переключении между принципиально разными системами смол.
Стадия B относится к промежуточному состоянию отверждения термореактивной смолы. После прохождения сушильной печи линии пропитки смола в подложке высушивается и частично продвигается по отверждению — она твердая и нелипкая при комнатной температуре, но сохраняет способность плавиться и снова течь при воздействии тепла и давления в ламинационном прессе. Достижение правильного уровня стадии B является одной из наиболее важных функций секции печи линии пропитки. , поскольку он определяет текучесть смолы во время окончательного прессования ламината и, в конечном итоге, качество готовой поверхности ламината.
Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى