Контент
A Роторный размотчик Работает путем поддержки намотанного рулона рулонного материала на вращающемся валу или патроне, а затем активного управления скоростью и тормозным моментом, приложенным к этому валу, в то время как последующий процесс стягивает материал с рулона. Основным принципом является непрерывный контроль натяжения: поскольку диаметр рулона уменьшается во время размотки, та же линейная скорость полотна требует все меньшего крутящего момента, а система управления размоточного устройства автоматически компенсирует это, чтобы поддерживать стабильное и постоянное натяжение полотна на протяжении всего срока службы рулона. Yitong Environmental Technology четко описывает эту функцию: роторный размотчик непрерывно подает рулон материала в последующие процессы преобразования, печати, нанесения покрытия или ламинирования с контролируемой скоростью и натяжением, вращая исходный рулон по мере расхода материала и поддерживая постоянную подачу полотна без перерывов (Источник: Yitong Environmental Technology, Что такое ротационный размотчик). Точность натяжения имеет большое значение, поскольку неравномерное натяжение приводит к появлению складок, разрывов, ошибок совмещения и дефектов печати, на исправление которых требуются время и материал.
Чтобы понять, как работает роторный размотчик, необходимо понять проблему, которую он призван решить. Производственные процессы, основанные на использовании сети, включая печать, резку, нанесение покрытия, ламинирование и преобразование гибкой упаковки, требуют непрерывного потока материала со стабильным натяжением, поступающего в машину с постоянной скоростью. Сырье поступает в виде намотанного рулона, а намотанный рулон представляет собой фундаментальную механическую проблему: по мере того, как материал расходуется снаружи рулона внутрь, диаметр рулона постоянно уменьшается. При постоянной скорости вала валок меньшего диаметра производит меньше полотна за один оборот. При постоянном натяжении с простой тормозной системой натяжение увеличивается по мере уменьшения диаметра, поскольку тот же тормозной момент теперь действует на меньшее плечо момента.
Jota Machinery объясняет это прямо: подставка для размотки — это гораздо больше, чем просто механический держатель; это тщательно спроектированная система, предназначенная для поддержки тяжелых рулонов большого размера, контроля натяжения при уменьшении диаметра рулона и поддержания выравнивания полотна при входе в последующие секции, а правильная конструкция предотвращает образование складок, разрывов и неровных краев, которые приводят к часам простоя и стабильности продукта (Источник: Jota Machinery, Что такое размоточный стенд). Роторный размоточный станок решает эту проблему уменьшения диаметра с помощью контура управления, определяющего диаметр, системы обратной связи с танцующими роликами или системы измерения натяжения тензодатчиков, каждая из которых непрерывно регулирует крутящий момент размотки, чтобы компенсировать изменение геометрии рулона.
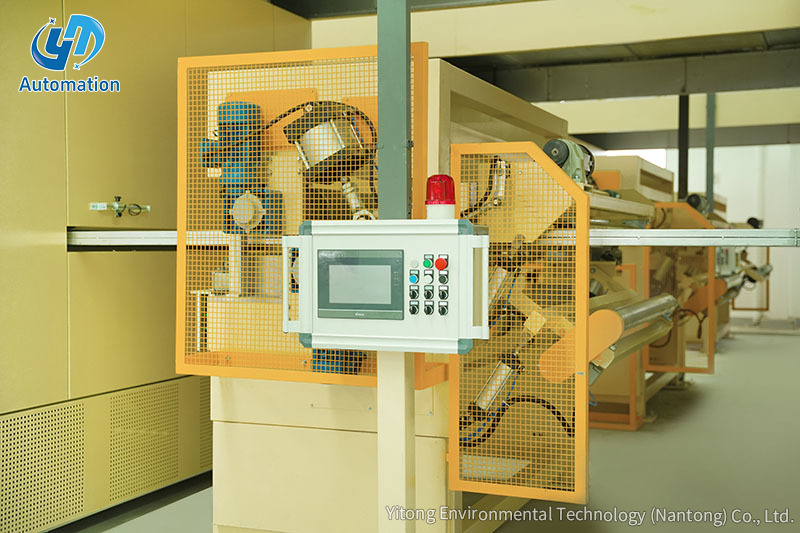
Роторный размоточный станок объединяет несколько механических подсистем и подсистем управления, каждая из которых выполняет определенную функцию в последовательности обработки полотна.
Основная рама обеспечивает структурную основу, которая выдерживает вес родительского рулона и противостоит динамическим силам, возникающим во время натяжения полотна, ускорения и замедления. Опора валка принимает одну из двух основных форм: конструкция с валом, в которой вал оправки продет через сердечник валка и зафиксирован в боковых подшипниках, или конструкция без вала, в которой гидравлические или механические патроны расширяются в сердечник валка с каждого конца, не требуя полноразмерного вала. Jota Machinery отмечает, что револьверные системы без вала используются для гибких упаковочных пленок, чтобы обеспечить плавную работу с растягивающимися материалами, в то время как конструкции на основе вала более распространены для производства жесткой пленки, бумаги и фольги, где удержание сердцевины не вызывает особого беспокойства (Источник: Jota Machinery, Что такое стенд для размотки). Рулоны бумаги могут весить несколько тонн и превышать 2500 мм в диаметре, что требует прочной рамной конструкции и контроля натяжения с высоким крутящим моментом для безопасного обращения (Источник: Yitong Environmental Technology, Что такое ротационная размотка).
Система торможения или привода — это то, что физически управляет вращением вала валка в ответ на натяжение полотна, прикладываемое следующей машиной. Используются три основные технологии срабатывания.
В пневматических тормозных системах давление воздуха, приложенное к дисковому или барабанному тормозу на валу размотки, создает тормозной момент, который противодействует тяге последующего процесса. Базовый механический подход использует пневматику или пружины для балансировки силы вращающегося танцора или гирлянды вращающегося полотна с тормозом на разматывающем валу, как описано Label and Narrow Web в техническом обзоре конфигураций преобразующего оборудования (Источник: Label and Narrow Web, Rewinds, Unwinds and Splicers). Давление воздуха модулируется контроллером натяжения в режиме реального времени, чтобы компенсировать уменьшение диаметра рулона.
В магнитно-порошковых тормозных системах электрический ток через муфту, заполненную порошком, создает тормозной момент, при этом выходной крутящий момент пропорционален приложенному току. Это обеспечивает очень плавную и точную электронную модуляцию крутящего момента без эффектов гистерезиса, которые могут повлиять на механические тормоза.
В конфигурациях приводных размотчиков рекуперативный двигатель активно контролирует скорость вала, а не просто применяет тормозное сопротивление. Это позволяет размоточному устройству более точно обрабатывать высокоинерционные рулоны большого диаметра во время ускорения и замедления, а также участвовать в контроле натяжения, изменяя скорость двигателя в ответ на положение танцора или сигналы обратной связи тензодатчиков.

Танцевальный ролик — это компонент, который самым непосредственным образом обеспечивает постоянный контроль натяжения между размоточным устройством и последующим процессом. Танцевальный валок представляет собой свободно плавающий ролик, который опирается на полотно между валом размотки и первым фиксированным зажимным или направляющим роликом, расположенным ниже по потоку. Корпорация Montalvo описывает принцип: все средства управления натяжением танцора имеют натяжные ролики или рычаги, которые предварительно нагружены в одном направлении, и когда полотно натягивается на танцор, оно перемещается в ответ на любые изменения в своем положении, причем движение отражает изменение натяжения полотна, а датчик контролирует это положение для управления движением привода (Источник: Montalvo Corporation, Dancer Roll Tension Control Basics).
Танцорный ролик одновременно действует как механический буфер и датчик. Когда следующий процесс тянет больше полотна, чем выдает размотчик, плунжер падает, и система управления реагирует снижением тормозного момента или увеличением скорости двигателя для восстановления подачи. Когда предложение превышает спрос, танцор поднимается, а система усиливает торможение или снижает скорость. Yitong Environmental Technology сообщает, что системы тензодатчиков, в которых датчики силы измеряют фактическое натяжение полотна на фиксированном ролике, достигают точности контроля натяжения плюс или минус от 1 до 3 процентов от заданного значения в стабильных условиях эксплуатации (Источник: Yitong Environmental Technology, What Is a Роторный размотчик).
Даже хорошо намотанный рулон будет иметь некоторое боковое смещение полотна по мере разматывания рулона из-за изменения кромок, телескопирования сердцевины или несоответствия ширины материала по ширине рулона. Система направляющих полотна исправляет это, определяя положение края полотна или центральной линии и изменяя положение либо стойки размотки, либо направляющего ролика, чтобы удерживать полотно по центру, когда оно поступает в дальнейший процесс. Без направляющей полотна боковое смещение полотна может привести к несоосности при совмещении печати, неравномерному разрезанию и проблемам с покрытием покрытия по ширине полотна.
Наиболее технически сложным аспектом работы ротационного размоточного устройства является поддержание постоянного натяжения полотна от полного рулона до почти пустой сердцевины, поскольку геометрия рулона постоянно меняется и вместе с этим изменяется правильный тормозной момент.
Натяжение полотна в Ньютонах или фунтах определяется соотношением между тормозным моментом, приложенным к валу размотки, и текущим радиусом прокатки. По мере уменьшения диаметра рулона одно и то же натяжение полотна требует все меньшего тормозного момента в соответствии с соотношением: натяжение равно крутящему моменту, деленному на радиус. Система управления, которая поддерживает постоянный тормозной момент по мере уменьшения диаметра рулона, будет постепенно перетягивать полотно, что в конечном итоге приведет к его разрыву. Система, которая правильно снижает крутящий момент пропорционально уменьшению диаметра, поддерживает постоянное натяжение на протяжении всего срока службы ролика.
Системе управления необходимо знать текущий диаметр рулона, чтобы в любой момент рассчитать правильную команду крутящего момента. На практике используются три подхода. Ультразвуковые или лазерные датчики диаметра измеряют диаметр рулона непосредственно в режиме реального времени и передают это значение на контроллер натяжения. В расчете на основе вращающегося энкодера используется взаимосвязь между оборотами вала и скоростью полотна, измеренная на заднем валике тахометра, для математического расчета диаметра валка без прямого измерения. Интеграция положения танцора использует историю положения танцора с течением времени для отслеживания израсходованного материала и определения текущего диаметра.
В справочнике по инженерному обеспечению контроля натяжения компании Mitsubishi Electric они определены как основные категории методов контроля натяжения, классифицируя их как ручное определение диаметра барабана с разомкнутым контуром и обратную связь по натяжению с замкнутым контуром, причем подход с обратной связью с обратной связью обеспечивает наилучшую точность для приложений с высокоскоростным преобразованием (Источник: Mitsubishi Electric, Полное руководство по управлению натяжением Factory Automation).
Роторный размотчик не контролирует натяжение всей производственной линии. Он контролирует натяжение в зоне размотки, которую компания Montalvo определяет как зону между приводом размотки и первым главным приводом, расположенным ниже по потоку (Источник: Montalvo Corporation, Основы управления натяжением роликов Dancer). Последующие зоны обработки и зоны перемотки имеют свои собственные контуры регулирования натяжения. Задача размотчика состоит в том, чтобы обеспечить постоянное натяжение полотна, поступающего в первый зазор ниже по потоку, после чего контроль натяжения передается системе управления следующей зоны.
При больших объемах переработки остановка производственной линии каждый раз, когда заканчивается рулон материала, является значительным источником отходов и снижения производительности. Возврат пресса в регистр и набрать скорость после остановки требует материала и времени, а отходы, образующиеся во время перезапуска, напрямую увеличивают производственные затраты. Автоматизированная система сращивания на роторном размоточном устройстве устраняет эти остановки, соединяя конец истекающего рулона с передней кромкой нового рулона, в то время как линия продолжает работать на производственной скорости.
Конвертер бумаги, пленки и фольги описывает лучшие практики для этого процесса: отслеживание местоположения склейки от размотки до намотки по мере ее прохождения через этапы преобразования, использование функции обнаружения сердцевины для минимизации остатков полотна на истекающем рулоне, упрощение подготовки к сращиванию для обеспечения постоянного положения сращивания, а также использование технологии клеящего валика с электромеханическим механизмом запуска для минимизации отскока клея и обеспечения точного контакта с рулоном продукта (Источник: Конвертер бумажной пленки и фольги, Эффективность намотки и Разматывание). При правильном выполнении автоматическое соединение практически незаметно для последующего процесса, поскольку направляющий ролик поглощает кратковременный переходный процесс натяжения во время сварки.
Роторные размотчики появляются там, где намотанный рулон материала является исходным материалом для непрерывного производственного процесса.
Соответствие характеристик ротационного размоточного устройства требованиям применения определяет, будет ли он обеспечивать стабильную и бесперебойную работу или станет источником постоянной нестабильности натяжения и простоев.
| Спецификация | Что это определяет | Типичный диапазон |
| Максимальный диаметр рулона | Самый большой рулон, который может вместить рама | От 300 мм до 2500 мм или более |
| Максимальный вес рулона | Конструктивная предельная нагрузка рамы и подшипников | От 50 кг до нескольких тонн |
| Максимальная ширина полотна | Самый широкий рулон, который может принять вал и рама | От 50 мм до 3500 мм или более |
| Диапазон регулирования натяжения | Минимальное и максимальное натяжение, которое система может стабильно поддерживать. | Зависит от приложения |
| Максимальная скорость линии | Самая высокая скорость полотна, которую может точно отслеживать система контроля натяжения. | До 600 м/мин для высокоскоростных линий |
| Метод контроля натяжения | Как измеряется и контролируется обратная связь по напряжению | Танцор, тензодатчик или на основе диаметра |
Итинте Роторный размотчик разработан для удовлетворения всего спектра требований этих спецификаций при производстве бумаги, пленки, фольги и нетканых материалов, сочетая в себе точный контроль натяжения с прочной конструкцией рамы и направляющими полотна для обеспечения последовательной и стабильной подачи полотна в последующие процессы конвертации и печати.
Связаться с нами
Recommended Products
Давайте войдем
Нажмите
Компания Yitong Environmental Technology (Nantong) Co, Ltd является производителем, специализирующимся на производстве оборудования для пропитки.
Микросхема




СВЯЗАТЬСЯ С НАМИ
Телефон: 13073202297 / 13023568111
Эл. почта: [email protected] / [email protected]
Адрес:No.369, дорога Нанхай, залив Тончжоу, Цзянсу, Китай
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى